Truck Tool Box Lock Won't Open? Complete Repair Guide 2026
Table of Contents
- Common Failure Modes: Why Truck Tool Box Locks Jam
- Systematic Diagnostic: Identifying the Root Cause of the Malfunction
- Professional Lubrication Techniques for Heavy-Duty Latches
- Clearing Mechanical Obstructions and Internal Debris
- Handling Frozen Locks: De-icing Protocols for Cold Climates
- Structural Misalignment: Adjusting the Strike Plate and Latch Mechanism
- Internal Component Wear: When to Repair vs. Replace Key Cylinders
- Preventative Maintenance Schedule for Industrial Vehicle Hardware
- Upgrading to High-Durability OEM Latches for Long-Term Reliability
Common Failure Modes: Why Truck Tool Box Locks Jam
Understanding the mechanical failure points of a truck tool box lock is the first step in effective repair. Because these components are exposed to harsh road conditions, vibrations, and extreme weather, they face unique stresses compared to standard architectural hardware.

In industrial and commercial vehicle applications, the most frequent causes of a jammed lock include:
- Particulate Ingress: Road dust, grit, and metallic shavings can enter the keyway or the internal latch housing, physically obstructing the tumblers or the spring-return mechanism.
- Oxidization and Corrosion: Constant exposure to rain, road salt (calcium chloride), and humidity leads to galvanic corrosion, especially in lower-grade alloy locks, causing the internal pins to seize.
- Mechanical Fatigue: Over time, the repeated cycling of the handle and the constant vibration of the vehicle can lead to the loosening of set screws or the warping of the internal linkage rods.
- Gasket Compression: If the weather stripping on the tool box is too thick or has become stiff, it may exert excessive back-pressure on the latch, preventing the locking bolt from retracting.
By identifying whether the issue is environmental (debris/ice) or mechanical (alignment/wear), maintenance teams can apply the correct technical solution without damaging the tool box housing.
Systematic Diagnostic: Identifying the Root Cause of the Malfunction
Before attempting any invasive repairs, a systematic diagnostic approach is essential to avoid damaging the tool box housing or the lock cylinder itself. Engineering teams should follow a logical progression from external symptoms to internal mechanical failures.
Use the following diagnostic steps to pinpoint the failure:
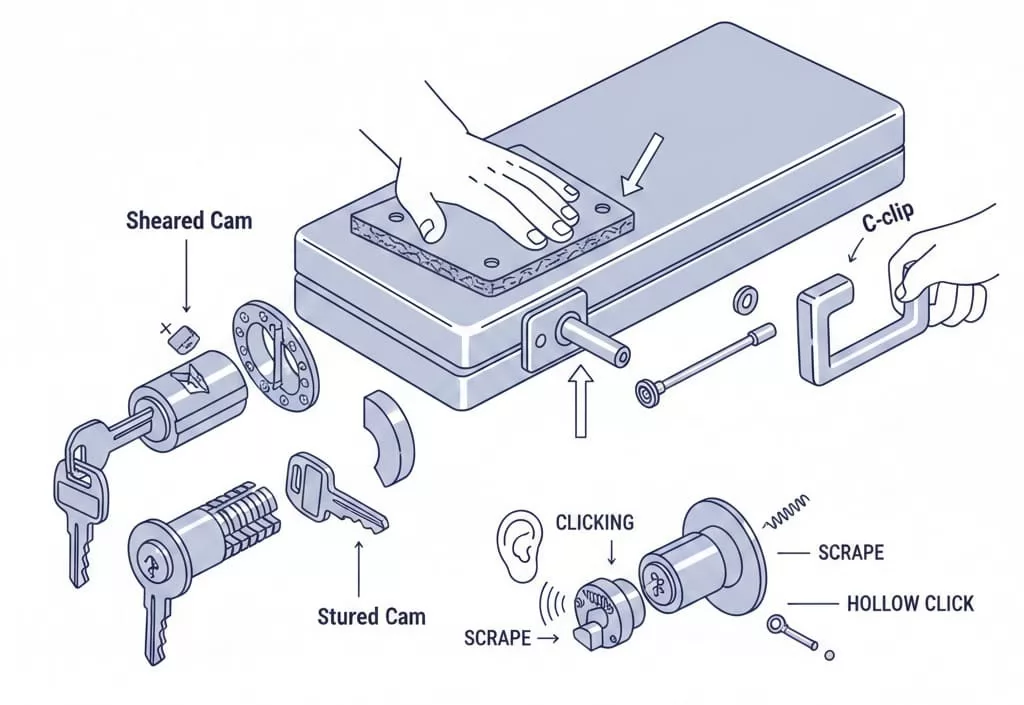
- Key Engagement Test: Attempt to insert the key fully. If the key only seats partially, there is likely a physical obstruction (debris or a fallen pin) inside the cylinder. If it seats but won't turn, the issue is likely seized tumblers or a sheared internal cam.
- Pressure Relief Check: Apply firm downward pressure on the tool box lid while attempting to turn the key. This determines if "latch binding" is occurring—where the weather stripping or a misaligned striker plate is putting excessive tension on the locking bolt.
- Handle Linkage Feedback: If the key rotates freely but the handle fails to retract the latch, the internal linkage rod or the "C-clip" securing the actuator has likely disconnected or snapped.
- Auditory Inspection: Listen for a "clicking" sound when turning the key. A dry, scraping sound indicates a lack of lubrication, while a hollow click followed by no movement suggests a broken internal spring or cam.
By identifying whether the failure is cylindrical (the lock won't turn) or linkage-based (the lock turns but won't release), you can select the appropriate tools for the repair without unnecessary trial and error.
Professional Lubrication Techniques for Heavy-Duty Latches
In industrial environments, using the wrong lubricant can be more damaging than using none at all. For truck tool box locks, the goal is to reduce friction without attracting road grime or dust.
Engineers and maintenance professionals should adhere to the following lubrication protocols:
- Avoid Wet Oils: Standard WD-40 or heavy greases are "wet" lubricants. While they provide temporary relief, they act as a magnet for dust and grit, eventually forming a thick paste that will permanently jam the tumblers.
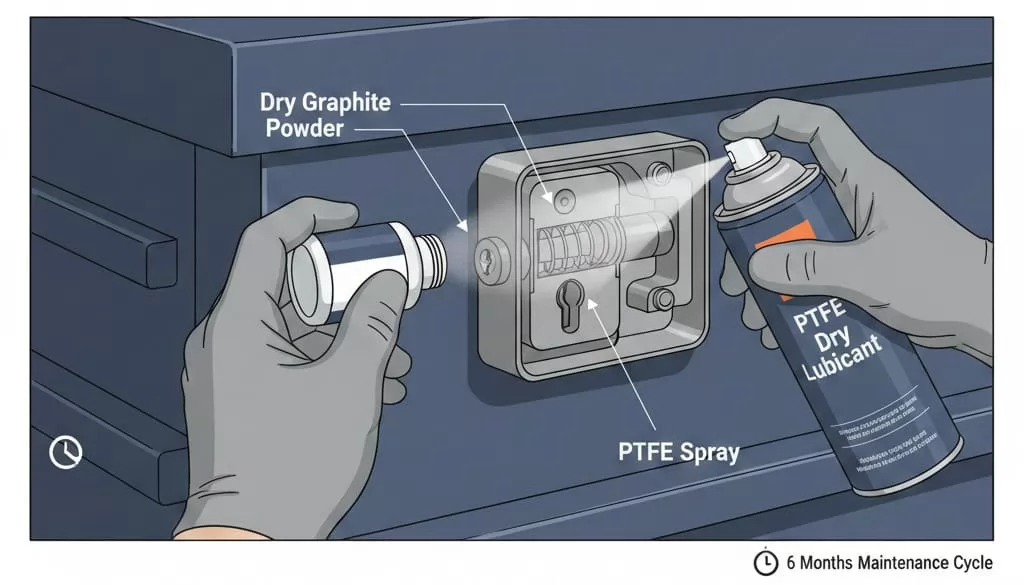
- Dry Graphite Powder: This is the industry standard for lock cylinders. Graphite provides a low-friction surface that does not attract contaminants. It should be applied sparingly directly into the keyway.
- PTFE (Teflon) Based Sprays: For the external moving parts of the latch and handle mechanism, a dry PTFE spray is recommended. It creates a thin, hydrophobic film that repels water and prevents oxidation.
- Application Method: Insert the key, apply a small amount of lubricant, and cycle the lock 10–15 times to ensure even distribution across the internal pins and springs.
Regular application of dry lubricants every 6 months—or more frequently in coastal and high-salt environments—is the most effective way to extend the MTBF (Mean Time Between Failure) of vehicle hardware.
Clearing Mechanical Obstructions and Internal Debris
In heavy-duty applications, such as construction or mining, the primary cause of lock failure is the ingress of foreign materials. Sand, metal filings, and hardened mud can physically block the movement of the locking pins or the rotation of the actuator.
![]()
To safely clear these obstructions without damaging the internal precision components, follow these steps:
- Compressed Air Injection: Use a high-pressure air nozzle (or a can of electronics duster) to blow out the keyway. This is often enough to dislodge loose grit that prevents the key from seating.
- Solvent Flushing: If the lock is gummed up with old grease or dried mud, use a non-residue contact cleaner. Spray the solvent into the cylinder and move the key in and out repeatedly to break up the sludge.
- Vacuum Extraction: In cases where a large piece of debris is visible, avoid poking it further in with a wire. Instead, use a vacuum with a fine-tip attachment to draw the object out.
- Physical Debris Removal: If a key has snapped inside the lock, use a professional key extractor tool. These serrated tools slide alongside the fragment to hook and pull it out without scoring the cylinder walls.
Once the obstruction is cleared, it is imperative to re-lubricate the system immediately, as solvents and compressed air can leave the internal metal surfaces completely dry and prone to rapid oxidation.
Handling Frozen Locks: De-icing Protocols for Cold Climates
For vehicles operating in northern latitudes or high-altitude environments, moisture ingress followed by a freeze cycle is a frequent cause of lock failure. When water enters the cylinder and expands into ice, it can exert enough pressure to seize the tumblers or even crack the internal zinc-alloy housings.

To resolve a frozen truck tool box lock without causing mechanical damage, use the following engineering-approved methods:
- Chemical De-icers: Use an isopropyl alcohol-based lock de-icer. The alcohol lowers the freezing point of the water, rapidly melting the ice while leaving a thin protective film to inhibit future freezing.
- Thermal Transfer: If a chemical solution is unavailable, heat the key gently using a lighter or a heat gun (on low setting). Insert the warm key into the lock to transfer heat directly to the frozen pins. Warning: Never apply an open flame directly to the lock face, as this can damage the gaskets and powder coating.
- Hairdryer or Heat Gun: Apply indirect heat to the entire handle assembly. This is particularly effective if the ice has formed on the external latch or strike plate rather than inside the keyway.
- Moisture Displacement: Once the ice is melted, immediately flush the lock with a moisture-displacing lubricant (like a dry PTFE spray) to ensure that any remaining water is pushed out before the next temperature drop.
For fleet operators, the best preventative measure is to use locking dust covers or specialized weather caps that physically prevent snow and sleet from entering the keyway during transit.
Structural Misalignment: Adjusting the Strike Plate and Latch Mechanism
In many cases, the lock cylinder is functioning perfectly, but the tool box remains stuck due to structural misalignment. Constant vibration from off-road driving or heavy loading can shift the position of the box lid or the striker pin, causing the latch to bind under tension.
To restore proper alignment, follow this industrial adjustment procedure:
- Check the Striker Pin: Inspect the striker (the part the latch grabs onto). If you see bright wear marks on only one side of the pin, the latch is hitting it at an angle. Loosen the mounting bolts and center the pin relative to the latch opening.
- Adjust Vertical Tension: If the lock is difficult to turn, the latch may be pulling the lid too tight against the gasket. Adjust the depth of the striker pin to allow for a 1–2mm "play" when the lid is closed. This reduces the torque required to turn the key.
- Verify Hinge Integrity: Ensure the tool box hinges are not bent or loose. A sagging hinge will cause the entire lid to shift laterally, making it impossible for the latch to line up with the strike plate.
- Shim the Latch Assembly: In cases where the tool box body has slightly warped due to heavy tool weight, use thin stainless steel shims behind the latch housing to bring the mechanism back into a parallel plane with the striker.
A properly aligned lock should require zero force to engage. If you have to push down or pull on the handle to get the key to turn, the alignment is incorrect and will eventually lead to a sheared actuator or a broken key.
Internal Component Wear: When to Repair vs. Replace Key Cylinders
Industrial-grade hardware is designed for high cycle counts, but mechanical components eventually reach the end of their fatigue life. Identifying whether a lock requires a simple internal repair or a complete replacement is critical for maintaining fleet security and cost-efficiency.
Consider the following technical criteria for repair vs. replacement:
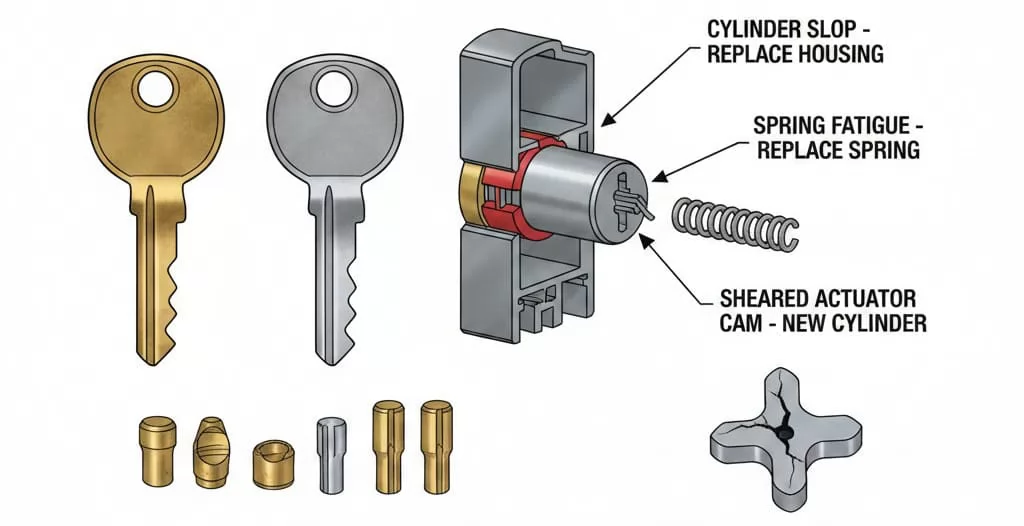
- Worn Key vs. Worn Tumblers: Inspect the key. If the "bitting" (the teeth) appears rounded or thin, the key is the failure point. If a fresh spare key still fails to operate the lock smoothly, the internal brass tumblers are likely worn beyond their tolerance limits.
- Cylinder "Slop": If there is significant radial or axial play (wobbling) when the key is inserted, the zinc or stainless steel housing has eroded. This cannot be repaired and requires a full cylinder replacement to prevent a total lockout.
- Spring Fatigue: If the lock turns but fails to "snap" back to the neutral position, the internal torsion spring has likely snapped. In high-quality OEM latches, these springs can often be replaced individually without discarding the entire assembly.
- Sheared Actuator Cams: The tailpiece or cam at the back of the cylinder is the bridge between the lock and the latch. If this is cracked or bent, the lock will spin 360 degrees without engaging the mechanism. This is a critical failure requiring a new cylinder unit.
For B2B operations, we recommend standardizing lock types across your fleet. This allows for modular replacement of cylinders using a "Master Key" system, reducing the number of keys maintenance teams must carry while ensuring rapid repair turnaround.
Preventative Maintenance Schedule for Industrial Vehicle Hardware
In the world of fleet management, reactive maintenance is always more expensive than preventative care. A jammed lock on a job site doesn't just represent a hardware failure; it represents lost billable hours and potential security risks for high-value tools.
To ensure 100% uptime for your truck tool box locks, implement the following maintenance schedule:
-
Quarterly Inspection (Every 3 Months):
- Visually inspect the keyway for signs of corrosion or debris.
- Test the "snap-back" action of the handle to ensure internal springs are at full tension.
- Verify that all mounting bolts and nuts are torqued to specification to prevent vibration-induced loosening.
-
Semi-Annual Service (Every 6 Months):
- Apply a dry graphite or PTFE-based lubricant to all moving parts, including the key cylinder, hinges, and linkage rods.
- Clean the weather stripping with a silicone-based protectant to keep it flexible, ensuring it doesn't create excessive back-pressure on the latch.
-
Annual Hardware Audit:
- Check for structural alignment between the lid and the box body.
- Evaluate the key for wear and replace any keys that show signs of bending or rounded teeth.
By adhering to this predictive maintenance approach, engineers can identify wear patterns before they lead to a total mechanical failure, ensuring that the hardware performs reliably in the field.
Upgrading to High-Durability OEM Latches for Long-Term Reliability
When maintenance costs for existing hardware exceed the value of the equipment, or when security requirements increase, upgrading to professional OEM-grade locking systems is the most cost-effective long-term strategy. Low-quality, "aftermarket" locks often fail prematurely due to inferior metallurgy and poor environmental sealing.
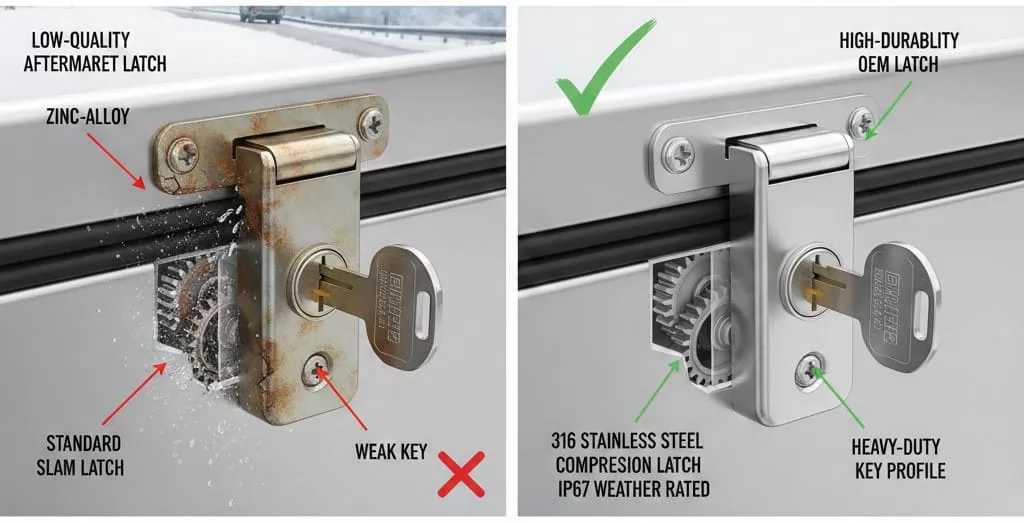
An engineering upgrade should focus on the following high-durability features:
- Material Selection: Transition from standard zinc-alloy to 304 or 316 Stainless Steel housings. These materials offer superior resistance to the corrosive de-icing chemicals and salt spray commonly found in highway environments.
- Compression Latching Systems: Unlike standard "slam" latches, compression latches pull the tool box lid tight against the seal as the handle is turned. This not only improves water-tightness but also eliminates the vibration that causes internal lock wear.
- IP-Rated Weather Protection: Look for hardware with integrated dust shutters and O-ring seals. These units are designed to meet specific IP (Ingress Protection) ratings, ensuring that fine dust and pressurized water cannot penetrate the mechanical internals.
- Heavy-Duty Key Profiles: Industrial locks utilize thicker key blanks that resist shearing and bending under torque—a common issue with lightweight residential-style keys.
By investing in precision-engineered OEM hardware, fleet managers can significantly reduce the "Total Cost of Ownership" (TCO). High-performance latches not only secure valuable assets but also ensure that your team can access their tools instantly, regardless of the operational environment.
Company Introduction
Ningbo East Sea Machinery Co., Ltd (ESM) is a premier manufacturer established in 2002, specializing in the engineering and production of high-performance door locks, latches, hinges, and handles. Our 8,000-square-meter ISO9001-certified facility in Ningbo, China, serves as a global hub for industrial vehicle hardware, delivering precision-engineered solutions to the USA, Canada, Australia, and Europe.
Why Choose Us
-
20+ Years of Expertise: Since 2002, we have refined the durability of locks and hinges for trucks, trailers, and vessels.
-
Custom R&D & Integrated Production: From initial concept to CNC machining, stamping, and casting, our 100+ person team provides full-cycle OEM support.
-
Proven Reliability: With over 10 million OEM units delivered, our products are trusted by global industry leaders for their superior service life.
-
Certified Quality: Our rigorous ISO9001 quality systems ensure every shipment meets the high standards required for demanding commercial environments.
Contact Our Engineering Team
Looking for high-durability locking solutions or custom OEM hardware for your fleet? Visit us:
Inquire Today: Contact our technical department to discuss your specific requirements for truck, trailer, or industrial tool box hardware.
0
Comments
Leave a Comment
Your email address will not be published. Required fields are marked *
Name can't be empty
Email error!
Message can't be empty
😍
😜
😳
😌
😄
😘
😝
😒
😃
😚
😚
😛
😟
😧
😀
😉
😓
😱
😤
😣
😂
😥
😩
😠
😢
😭
😰
😨
😡
😆
😪
😅
😐
😇
😋
😴
👿
😕
😏
😷
😵
😟
😮
😯
😑
👧
👴
😧
😬
😾
👶
👱
👵
👸
🙀
👺
👦
👩
👨
😽
😿
🙈
💩
💥
💤
😼
😹
🙉
🔥
✨
💦
👎
✌
👆
👈
💪
💹
👍
👊
💴
💶
💷
💸
👉
💵
🙏
🌎
🏧
👏
💳
👇
💑
🙆
🙅
💁
👫
👭
🙎
🙇
👑
👔
Submit Comment
Most Popular
-
 Jul 16, 2025What Are the Different Types of Toolbox Locks?(Comprehensive Guide)
Jul 16, 2025What Are the Different Types of Toolbox Locks?(Comprehensive Guide) -
 Sep 18, 2025Top 10 Most Popular Pickup Truck Models in the Americas in 2025
Sep 18, 2025Top 10 Most Popular Pickup Truck Models in the Americas in 2025 -
 Sep 11, 2025Top 10 Truck Tool Box Lock Manufacturers in the World
Sep 11, 2025Top 10 Truck Tool Box Lock Manufacturers in the World -
 Sep 30, 2025Top 10 Most Common Special Purpose Vehicles in North America
Sep 30, 2025Top 10 Most Common Special Purpose Vehicles in North America




Laster Blogs




Set A Consultation Today
Name can't be empty
Email error!
Send Your Message
*We respect your confidentiality and all
information are protected.

